
PLCopen 컨트롤러에서 좌표계는 6개의 자유도(DOF)를 정의하는 기준점입니다. 엔지니어는 서로 다른 좌표계가 상호 작용하는 방식과 이해에 중요한 프레임을 이해해야 합니다.
좌표계 간의 차이점과 좌표계가 서로 상호 작용하는 방식을 이해하는 것이 그룹을 사용하여 성공적인 모션 제어를 달성하는 데 중요합니다. IEC6111-3 프로그래머블 컨트롤러 모션 제어의 글로벌 표준인 PLCopen의 Part 4에서는 그룹을 사용한 다축 좌표 모션의 개념을 소개합니다. 그룹은 공통 메커니즘에 따라 함께 작동하여 3차원으로 이동 경로를 제공하는 축 모음입니다. 예를 들면 갠트리 시스템, 다관절 암 로봇, 삼각형 로봇 또는 연결 메커니즘이 있습니다. 여러 축이 함께 작동하여 장치의 다차원 이동을 달성합니다.
새로운 기능의 일부로 컨트롤러의 좌표계 개념은 이해해야 할 중요한 주제가 되었습니다. 좌표계는 6개의 자유도(DOF)를 정의하는 기준점입니다. 직교 좌표의 경우 X, Y 및 Z와 각 축의 회전 정도를 나타내는 Rx, Ru 및 Rz 각도(Euler 각도라고 함) .
제어 중인 각 메커니즘, 구성 요소 또는 작업 단위에는 고유한 좌표계가 있습니다. PLCopen 컨트롤러는 각각 여러 부분에서 작업하는 여러 그룹을 제어할 수 있으므로 서로 다른 좌표계가 상호 작용하는 방식을 인식하는 프로그래머 이해가 중요합니다.
각 좌표계에는 모든 좌표에서 영점을 정의하는 데 사용되는 원점이 있습니다. 각 축의 방향은 오른손 법칙에 의해 결정됩니다(그림 1 참조). 집게손가락이 X의 양의 방향을 가리키면 검지와 직각을 이루는 가운데 손가락은 Y의 양의 방향을 가리키고 펴진 엄지손가락은 Z의 양의 방향을 가리킵니다.
각도 방향은 오른쪽 나선 법칙을 사용하여 결정됩니다(그림 2 참조). 엄지손가락은 축의 양의 방향을 가리키고 손가락은 축의 양의 회전 방향으로 축 주위를 구부립니다.

모터의 위치
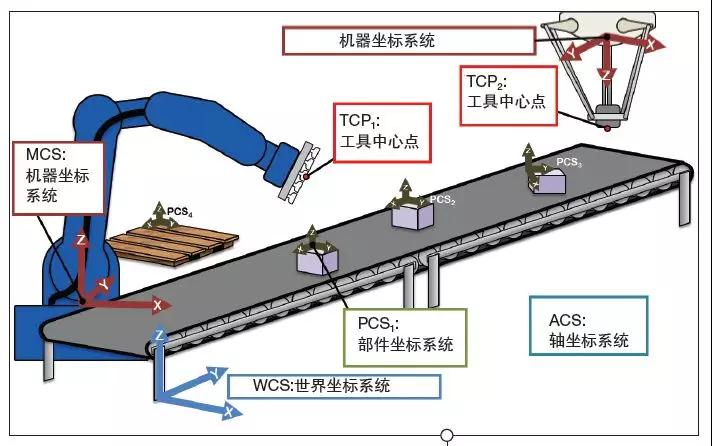
마지막으로 컨트롤러는 개별 모터의 위치를 제어합니다. 그룹의 각 축에는 모터의 회전 위치인 자체 축 좌표계(ACS)가 있습니다. 다관절 암 로봇, 삼각 측량 로봇 및 연결 메커니즘과 같은 대부분의 복잡한 메커니즘에서 단일 축 좌표계의 위치는 모든 작업이 단독으로 수행된다는 것을 의미하지 않습니다. 기구학적 계산을 사용하여 기계의 위치가 결정되는 것은 이러한 축의 조정을 통해서입니다. 이러한 계산은 컨트롤러 내부에서 또는 독립형 로봇 컨트롤러에서 수행할 수 있습니다.
각 그룹의 기본 좌표계는 기계 좌표계(MCS)입니다. 기계 제조업체는 기계 좌표계의 소스를 정의합니다. 다관절 암 로봇 및 삼각형 로봇의 경우 일반적으로 로봇의 베이스에 위치합니다. 그런 다음 컨트롤러는 기구학적 계산을 수행하여 기계 자체의 종점인 툴보드 좌표계(TPCS)를 결정합니다. 이 좌표계 자체는 프로그래머에게 유용하지 않지만 도구 위치의 원점을 정의하는 데 사용할 수 있습니다. 나이프에는 자체 좌표계, 즉 도구 좌표계(TCS)가 있습니다.
위치 명령
일반적으로 도구는 기계 끝의 중앙에 있으므로 이는 도구판 좌표계의 플러스 Z 방향의 오프셋만큼 간단할 수 있으며 회전을 설명하기 위해 Rz 구성 요소가 필요할 수도 있습니다. 공구 좌표계는 저속 이동 및 교시 위치에 가장 일반적으로 사용되지만 자동 동작에는 자주 사용되지 않습니다. 공구 좌표계의 원점은 명령 변위의 시작점이 되는 공구 중심점(TCP)입니다. 기계 좌표계의 이동이 호출되면 해당 위치로 이동하는 것은 도구 중심점입니다(그림 3 참조).

각 그룹에는 자체 기계 좌표계 원점이 있으므로 여러 그룹을 공간의 동일한 위치로 이동하려면 각 그룹에 해당 기계 좌표계 위치에 대한 자체 위치 명령이 있어야 합니다. 예를 들어 두 대의 픽업 로봇이 동일한 컨베이어에서 항목을 픽업한 다음 각 픽업이 컨베이어 벨트의 동일한 위치로 이동하는 경우 서로 다른 기계 좌표계 위치 명령이 필요합니다.
유사한 공유 공간에서 변위를 단순화하기 위해 각 그룹에 대한 기계 좌표계의 원점은 표준 좌표계(WCS)의 원점과 오프셋에서 얻을 수 있습니다. 각 작업 단위에는 세계 좌표계의 소스가 하나만 있습니다. 단일 그룹을 구성할 때 표준 좌표계의 원점에 대한 오프셋을 정의해야 합니다. 이를 통해 여러 기관에서 공통 좌표계를 사용하여 프로그래밍을 단순화할 수 있습니다.
고려해야 할 최종 좌표계는 부품 좌표계(PCS)입니다. 이 좌표계는 월드 공간에서 각 객체의 위치와 방향을 정의하는 데 사용됩니다. 이 좌표계의 원점은 부품에 있으며 부품과 함께 이동합니다. 이는 픽 앤 플레이스 애플리케이션과 같이 개별 부품에서 작동할 때 유용합니다. 다른 응용 분야로는 구성 요소가 컨베이어 벨트를 따라 이동하는 컨베이어 추적이 있습니다. 이 경우 부품 좌표계는 세계 좌표계와 기계 좌표계의 원점을 기준으로 이동하므로 기계의 공구 중심점을 특정 부품 좌표계 위치로 이동하려면 서로 다른 좌표계 간의 오프셋 변경을 고려해야 합니다. 좌표계(그림 4 참조).
좌표계 간의 차이점과 서로 상호 작용하는 방식을 이해하는 것은 IEC에서 그룹을 사용하는 성공적인 모션 제어의 핵심입니다. 서로 다른 좌표계가 함께 작동하여 원하는 작업을 수행합니다.
컨베이어 벨트 추적의 예
컨베이어 벨트 추적 응용 프로그램에서 첫 번째 명령은 도구 중심점을 추적 영역의 초기 위치에 배치하기 위해 기계 좌표계에서 도구 중심점을 이동하는 것일 수 있습니다. 부품의 위치와 방향이 정의되고 송신기 추적 루틴은 메커니즘 기계의 좌표계 원점에 대한 부품의 오프셋을 계산합니다. 이 오프셋은 부품의 구성 요소 좌표계와 기계 좌표계와 컨베이어의 추적 기능 간의 관계를 정의합니다. 구성요소 좌표계의 오프셋은 부품이 이동함에 따라 조정됩니다. 그런 다음 사용자는 부품을 선택하기 위해 부품 좌표계 공간에서 이동을 정의합니다. 부품 좌표계 오프셋의 자유도는 6도이므로 필요한 경우 컨베이어 벨트에서 상자를 열 수도 있습니다. 그런 다음 사용자는 부품 좌표계 공간에서 변위를 수행하여 부품을 선택합니다.
도구 방향은 자동으로 부품과 일치하며(필요한 경우) 좌표계 간의 오프셋은 이러한 요소를 고려합니다. 동일한 부품 좌표계 위치가 각 픽업에 사용되며 부품 좌표계 오프셋은 새 부품을 만날 때만 변경됩니다. 컨베이어 벨트 추적 기능은 구성 요소 좌표계의 오프셋을 지속적으로 업데이트하므로 구성 요소 이동 문제를 해결하기 위해 도구 중심점도 컨베이어 벨트의 양의 방향을 따라 추적됩니다.